

紧凑结构中的液压桌面注塑能力
Ultra 2 在控制方式、锁模结构、模具适配能力、高温注塑能力和生产效率方面进行了系统升级。 适合产品快速开发、教学实验、实验室验证、小型工作室和小批量塑料件生产。
紧凑设计、更广材料能力与更简单操作
Ultra 2 保持桌面级紧凑结构,同时提升模具兼容性、高温注塑能力、触摸屏操作体验和产品顶出效率。
更强模具兼容性
默认 100 mm 开模行程,可选 150 mm 开模行程,并可选 300 mm 最大模厚,适配更多模具应用。
高温注塑能力
4 段加热系统,默认最高 350±1°C,可选 400±1°C,适合更多工程塑料注塑需求。
触摸屏操作
彩色触摸屏和多语言界面,让参数设置和设备操作更直观,适合新手和专业用户。
主动顶出
注塑完成后可通过顶出机构辅助取件,减少人工操作,提高生产周期效率。
紧凑工业设计
适合实验室、教学空间、小型工作室和产品开发场景,不需要大型工业注塑机空间。
小批量生产
液压锁模和液压柱塞注射结构可稳定生产小型塑料件,适合原型验证和低批量制造。
机器结构与液压注塑流程
Ultra 2 由注塑单元、液压锁模单元和低压液压系统组成,形成适合原型开发和小批量生产的紧凑型桌面注塑平台。

注塑单元
注塑单元采用液压柱塞注射结构,可为小型塑料件提供稳定注射压力和可重复的注射量。
- 液压柱塞注射
- Φ25 mm 柱塞直径
- 35g 最大注射量,PS 材料
- 120 MPa 最大注射压力
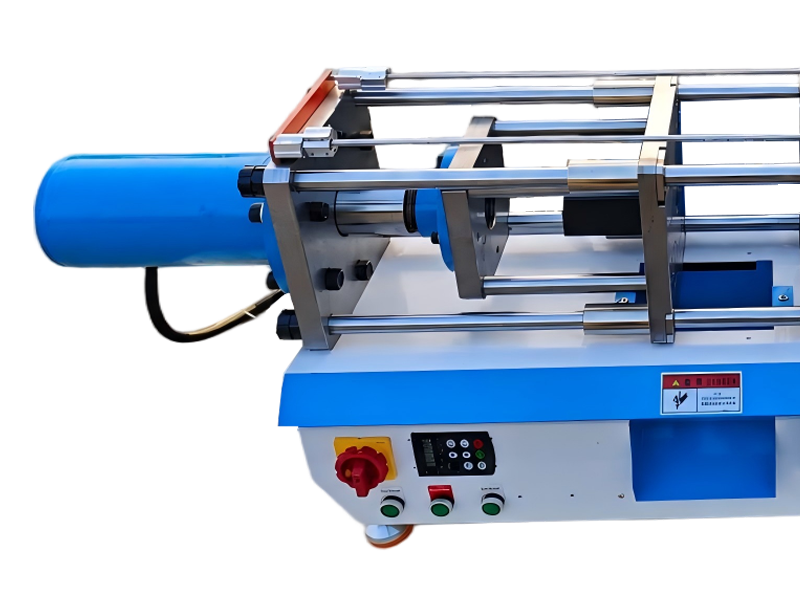
锁模单元
液压锁模单元提供稳定的合模与锁模力,帮助模具在注射过程中保持稳定闭合状态。
- 7 吨锁模力
- 液压锁模方式
- 默认 100 mm 开模行程
- 可选 150 mm 开模行程
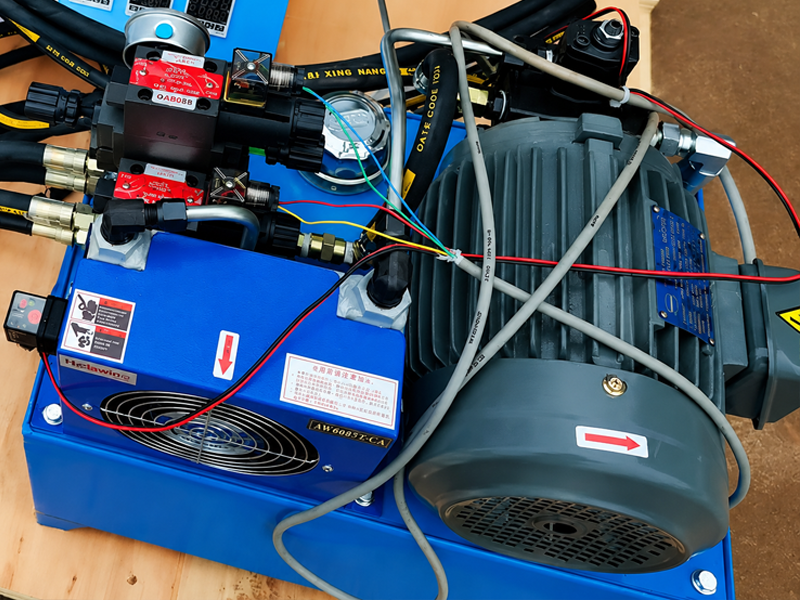
液压系统
低压液压站为注射和锁模提供稳定液压动力,有助于提升压力控制精度和动作响应速度。
- LPHU 低压液压站
- 1.5 kW 液压站功率
- 5 MPa 液压压力
- 稳定响应注塑周期
产品视频
技术规格
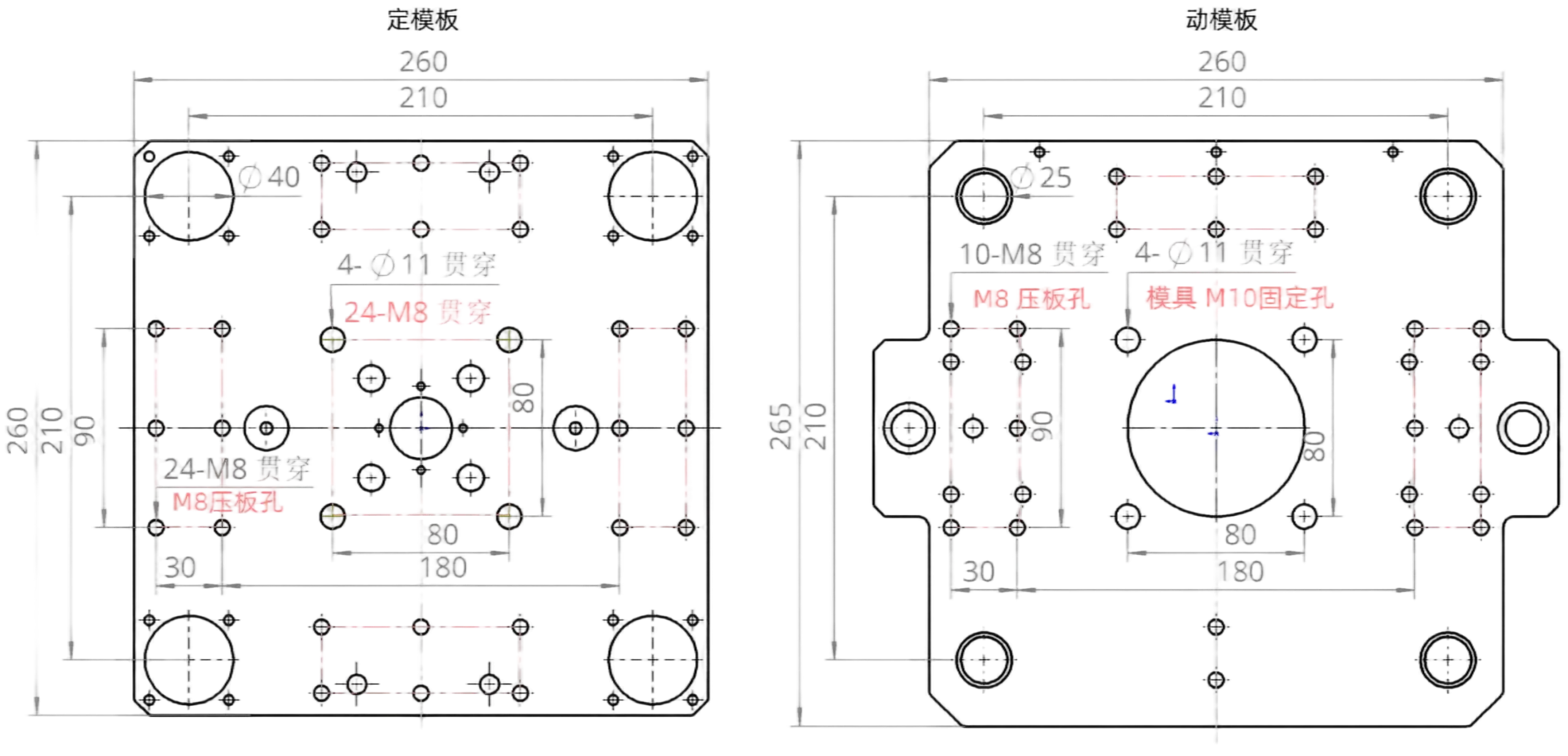
模具模板
模具模板
设计模具前建议使用模板图纸和 STEP/PDF 文件,确保模具安装孔、锁紧位置和注射位置与设备结构匹配。
- 最大模具尺寸:L184 × W260 mm
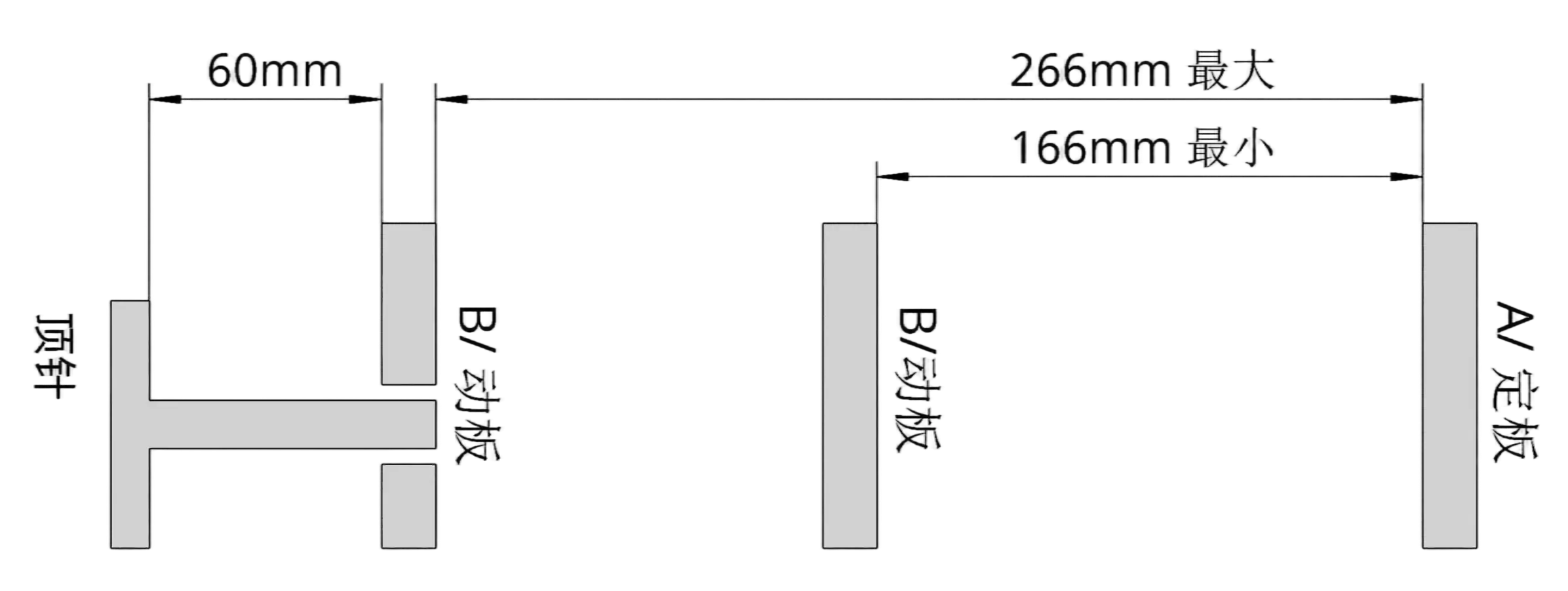
- 默认最大模厚:266 mm
- 可选最大模厚:300 mm
- 提供 STEP 和 PDF 模板文件
可选配件与升级项


专业模具解决方案
可提供模具设计和制造服务,帮助用户从产品想法快速进入注塑样件验证。
需求提交
确认产品材料、功能和生产需求,并提交 STEP 三维文件。
评估与设计
评估可制造性、模具类型、模具结构、浇口位置和必要的结构调整。
详细设计
完成装配图、零件图、模具材料选择,并提供 STEP 文件确认。
流动分析
可根据需要进行流动与冷却仿真,提前优化模具设计。
模具制造
模具制造可包括 CNC 加工、EDM、电磨、装配和调试流程。
测试与验证
通过试模、样件生产、工艺参数测试和调整完成交付前验证。
模具设计
可根据不同需求提供注塑模具设计,包括 3D 打印模芯、可分离注塑模具和小批量注塑解决方案。
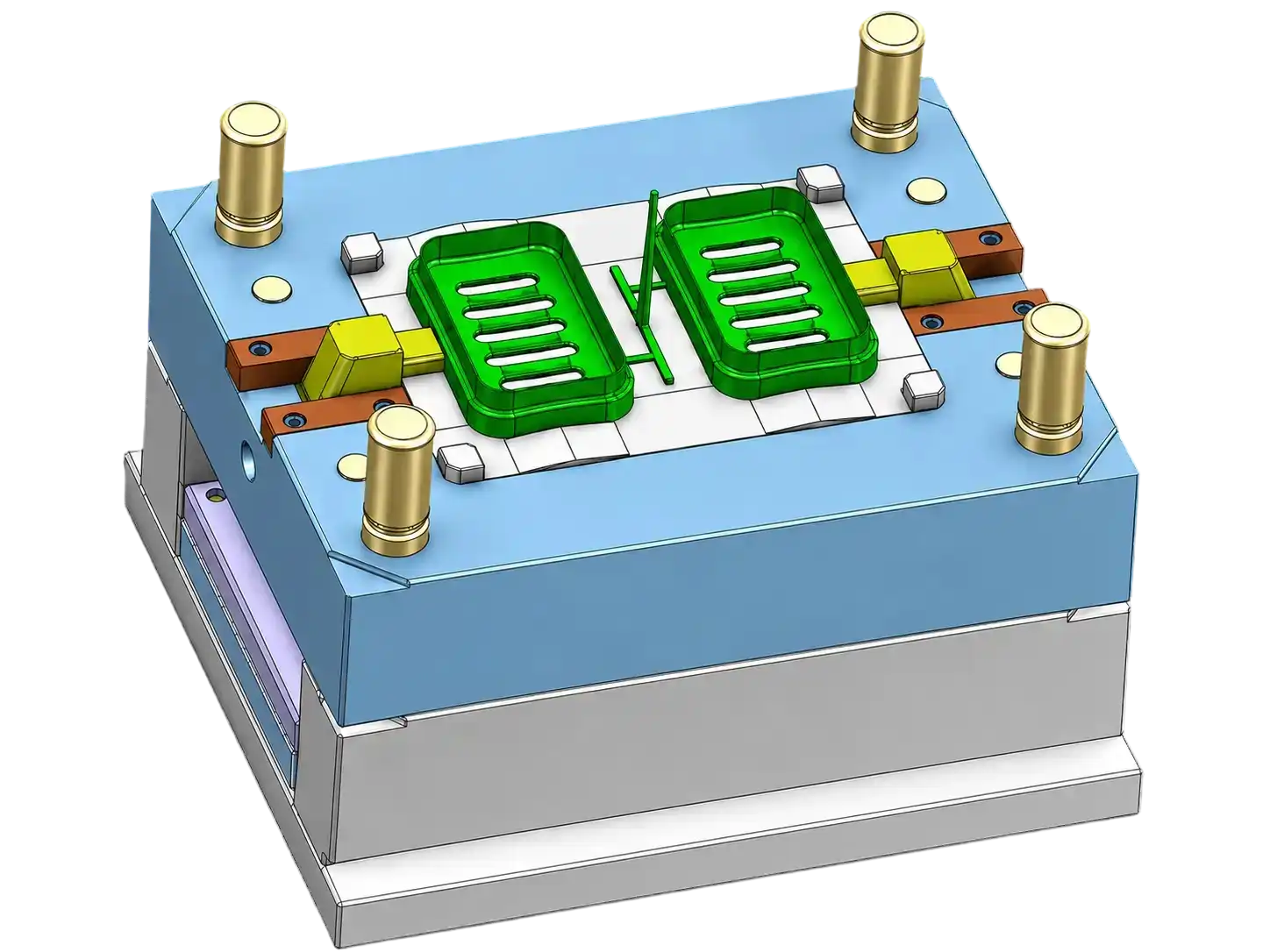
模具制造
模具制造按照工业注塑模具流程进行,以保障精度、耐用性和样件生产稳定性。

注塑样件
以下样件展示 Ultra 2 可用于产品验证、小批量试产和功能件成型。



常见问题
一般设备和模具制造周期约为30天,在订单不饱和的情况下,可提速至25天。
模具通常采用P20(3Cr2Mo)预硬塑料模具钢,模具寿命 ≥290000 次。具体价格取决于三维模型和材料信息。参考价格:小型简单模具约4000人民币;带抽芯机构的小型模具约6000人民币,具体看产品结构报价。
模具最大设计尺寸约为 L200 × W160 × H100–260 mm,实际产品尺寸应小于模具尺寸。
大多数通用塑料和工程塑料都可以使用,典型材料包括 PP、PE、PLA、TPE 和 PMMA。不同塑料的熔融和流动特性不同,需要根据材料调整注塑参数。
可提供操作说明、操作视频和工程师在线指导培训,帮助用户完成设备设置和使用。
模板行程
模板行程展示 Ultra 2 的模具安装空间、开模行程和模厚范围,方便在模具设计前确认安装尺寸。
保修与服务支持
12 个月保修
12 个月内,非人为损坏可提供免费配件和远程更换指导。
保修后配件支持
保修期结束后,可按成本价提供配件,或提供相应采购渠道。
在线培训
可提供操作说明、操作视频和工程师在线指导,帮助用户完成新机器设置和使用。